The development and construction engineer at Wirtgen provides insights into her varied tasks, career development opportunities and the passion for her job in engineering.
Hillhead 2024: the Wirtgen Group presents numerous premières for the British market
Visit the Wirtgen Group booth Q1, get more insights to our digital solutions and experience our premieres for the UK market. One premiere is the new generation of burners from Benninghoven, that enables the use of up to four different fuels in three aggregate states at the same time.
MOBIREX MR 100(i) NEO - The most efficient way from A to B
With the mobile impact crusher MOBIREX MR 100(i) NEO Kleemann presents the first family member of the new NEO line. The machine is efficient, powerful and extremely flexible.
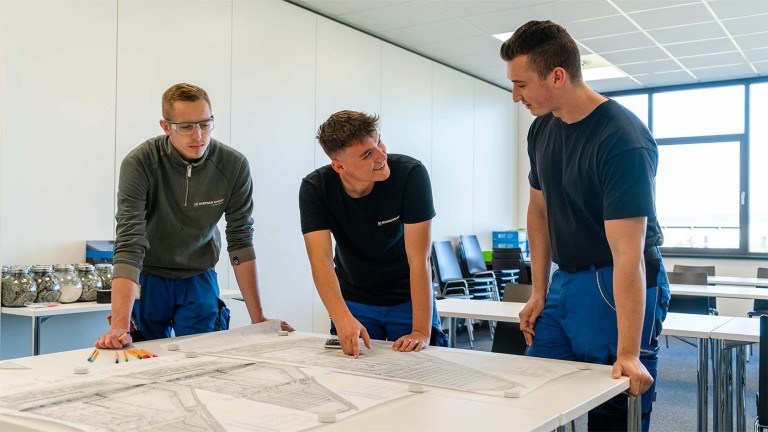
Vögele is implementing numerous digitalisation projects through its “Training 4.0” campaign - including e-learning on a tablet, 3D printing and digital apprenticeship records.
New vibration crusher drum for compactors in the HC series
The new vibration crusher (VC) drum for compactors in the HC series was designed for crushing and compacting in a single operation and makes the construction process particularly efficient and environmentally friendly.
Two Vögele pavers involved in the construction of the Zoji-La Tunnel in India. This tunnel provides a year-round, weather-independent connection between the regions of Ladakh and Kashmir and, at a length of approximately 13 km, is the longest road tunnel in Asia.
Crushing and compacting in a single step: New vibration crusher drum for compactors in the HC series
The new compactors are able to crush and compact mixed soils, stones such as basalt and granite, and other construction materials with comparable pressure resistance in a single step.
Slipform paving with the Wirtgen SP 94i enables Capital Paving to make the most of project restrictions and improve quality on a paving project on Interstate 44 in Missouri.
Climate-friendly recycling economy – assisted by the MOBIREX MR 130i PRO
Feess is considered an innovative driving force with regard to the recycling economy. At the recycling facility at the company site in Kirchheim/Teck the mobile impact crusher MOBIREX MR 130i PRO plays a key role in concrete processing and thus supports the forward-looking approaches of the company.
The new tandem rollers from Hamm combine vibration and oscillation in a single drum, as well as being extremely flexible and well suited to new asphalt mixtures.
Milling concrete with GENERATION C² round-shank picks
Cost-effective and sustainable: GENERATION C² round-shank picks have been developed specifically for milling concrete with Wirtgen ECO Cutter milling drums.
In-situ cold recycling: the most sustainable solution
A Greek motorway operator chose the in-situ cold recycling method with a cold recycling train from the Wirtgen Group for the rehabilitation of two sections of an important motorway.
A Kleemann plant train greatly optimises processes
A Kleemann plant train was recently put into operation at Table Mountain Rock in Oregon (USA): The jaw crusher MOBICAT MC 110i EVO2 and the cone crusher MOBICONE MCO 90i EVO2 are combined with the MOBISCREEN MSC 953i EVO classifying screen plant.
As a manufacturer of road construction machines, the Wirtgen Group has set concrete goals to reduce emissions per kilometre of constructed or rehabilitated road.
The Wirtgen Group presents an extensive portfolio of products and solutions for concrete paving at World of Concrete 2024
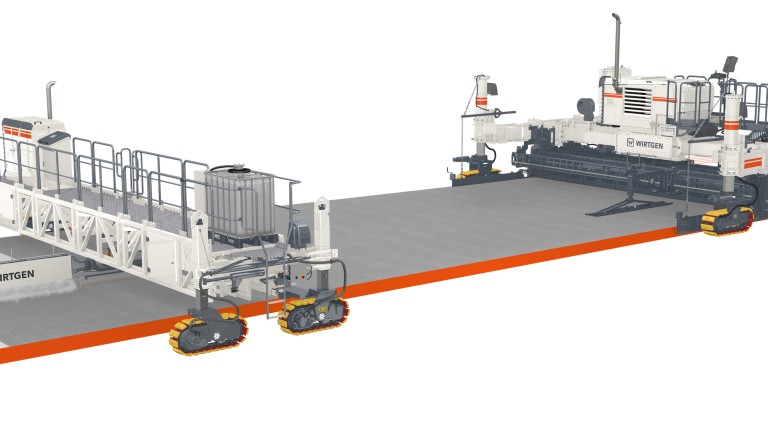
The highlight at the World of Concrete show from 23-25 January, 2024, is a complete concrete paving train from Wirtgen – comprising a placer/spreader WPS 102i, a slipform paver SP 124i and a texture curing machine TCM 180i. The offset paver models SP 15i and SP 25i impressively round off the selection of Wirtgen Group solutions on display at the booth shared with John Deere (C5327) at the show.
In a quarry in the Bavarian Forest, the paving specialist Godelmann crushes granite into fine grit. The material on site is extremely hard and abrasive.
The powerful impact crusher for a wide variety of applications: Thanks to its robust crushing unit with two impact toggles and versatile rotor ledge configurations, the MOBIREX MR 130(i) PRO delivers a very high product quality
Wirtgen China sent out an invitation – and thousands came! From 18–22 September 2023, around 2,500 customers from across the country visited the China Technology Days at the Wirtgen factory in Langfang, Hebei Province – and were fascinated by what they found.
In a quarry in Louisville, Nebraska, a Wirtgen Surface Miner 280 SM(i) is being used for the layer-by-layer and particularly environmentally friendly extraction of limestone.
Customer Support Part 11: Kleemann GRADE screen media
Kleemann GRADE screen media are the perfect solution for all screening applications and play a decisive role in ensuring good end results and maximum efficiency.
Electric rollers – first use on construction sites
Since their world première at bauma 2022, Hamm electric rollers have been impressing people on a daily basis in an extremely wide range of applications. Advantages: Simple operation along with quiet and local-emission-free work.
Cold recycling train with new Vögele SUPER 2100-5i
The contractors opted for cold in-place recycling when rehabilitating an agricultural road on the Dutch coast. The new SUPER 2100-5i Highway Class paver from Vögele was also used.
More than 100 trainees start their careers with the brands of the Wirtgen Group
The Wirtgen Group employs more than 380 apprentices in its five brand headquarters in Germany. The philosophy behind this: To train future employees in their own company.
In Aarau, Switzerland, rail engineers from Rhomberg Sersa Rail Group are using a HD 10C VV tandem roller from Hamm to pre-compact ballast before they upgrade the points.
Deutsches Innovationsinstitut für Nachhaltigkeit und Digitalisierung (DIND) vergibt renommiertes Siegel an Unternehmensgruppe (only available in German)
Stringless concrete paving with the Wirtgen SP 25i and AutoPilot
German construction contractor “VSB infra” takes advantage of the benefits of AutoPilot 2.0 for the paving of a poured in-place concrete safety barrier on the A 43 Autobahn near the city of Münster.
The newly developed HC series from Hamm replaces the compactors from the 3000 and H series. Hamm has developed a uniform platform, offering models globally.
The small compactors in the HC CompactLine series and the heavy compactors in the HC series have been honoured by the Chicago Athenaeum with a prestigious Good Design Award in the "Industrial" category.
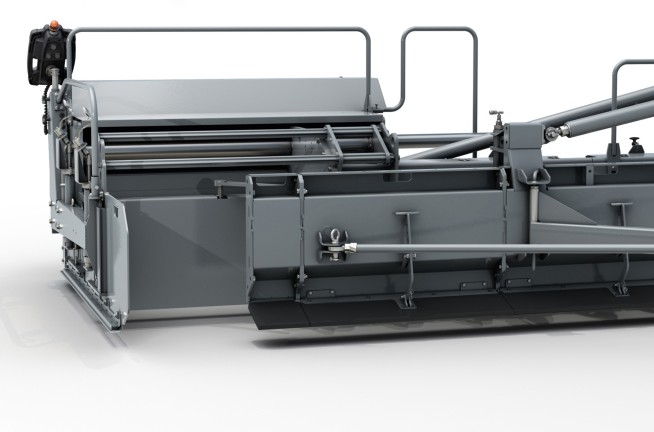
Streumaster | New generation of binding agent spreaders
The new models of the Streumaster MC and TC series set benchmark standards when it comes to filling, material conveying, spreading accuracy and operator-friendliness
Road paver leasing company Pave+ acquired one of the new tracked pavers and deployed it for the first time during work to expand the fibreoptic network in Jettingen, near Stuttgart. Technical sales manager Patrick Werner and foreman Holger Nopirakowsky discuss the outcome in our interview.
Small tandem rollers and compactors from Hamm – the perfect rental machines
Hamm has more than 40 compact machines in its range that are very well suited to rental companies as they are easy to operate and highly cost-effective.
Although the first ground was broken only at the end of August 2022, local government representatives and the management board of Wirtgen have now officially opened the newly completed Development and Innovation Centre.
Steidle senior employees Achim Haßdenteufel and Walter Kieper explain how they are well equipped for the future thanks to an all-electric screening plant MOBISCREEN MSC 702i EVO with Dual Power.
The compact tandem rollers and compactors of the CompactLine, including eight fully electric models, are ideal candidates for the machine rental sector. A familiar name on the market, popular among customers, hard-wearing and easy to handle.
The 280 SMi delivers full performance in selective mining operations
At the end of 2021, a Wirtgen Surface Miner 280 SMi commenced operation in Kiviõli, an industrial town in northern Estonia. The machine is used for the selective mining of oil shale and limestone.
Interest in sustainable solutions for road construction is constantly growing. Construction? Yes, but how? The Wirtgen Group offers a wide range of machines and systems for all phases of construction projects.
With the first mobile, all-electric screening plant MOBISCREEN MSC 702i EVO with Dual Power for screening quartz sand, Emil Steidle is breaking new ground.
The running track of the Stadio Olimpico in Rome is being renovated with a Wirtgen W 200 Fi cold milling machine in preparation for the 26th European Athletics Championships in 2024.
Hungary’s first mixing plant with 70 % recycled material content
A Benninghoven TBA 3000 asphalt mixing plant which can produce asphalt from 70 % milled material thanks to a parallel drum has been commissioned in Hungary.
With its electrically-powered construction equipment, the Wirtgen Group offers its customers a range of zero-emission solutions for selected applications.
From city-centre projects to motorway construction: Vögele’s SUPER 1400 tracked paver and SUPER 1403 wheeled paver are two machines with compact dimensions and a versatile range of applications.
The Smart Job Configurator from Kleemann, as part of the operating concept, SPECTIVE helps the operator to quickly determine the correct machine setting.
Excessive noise and dust emissions result in damage to health in the long term. To protect not only employees on building sites, but also human and animal life in the surrounding area, Kleemann continuously develops new measures for reducing and efficiently containing noise and dust emissions.
The Wirtgen Group hosted over 1,200 customers, dealers and partners at the Technology Days at their Pune manufacturing facility on 13th and 15th of April, 2023.
First-class results in the construction of the Ningpan Expressway
In order to build the new Ningpan-Panzhihua Expressway, the construction company undertaking the work opted for the powerful combination of the Vögele SUPER 3000-3i, the Hamm HC 228 D compactor and the Hamm HD 0128V tandem roller – with impressive results.
With the new battery-powered electric driven models from the HD CompactLine series, Hamm presents tandem rollers that compact without producing any local emissions
The Wirtgen Group and John Deere will be making a joint appearance at Paving Expo in São Paulo, Brazil, from 24 to 26 May 2023. Under the motto ‘The Future in Roadbuilding – Smart. Safe. Sustainable’, visitors to booth 38 at the show will have an opportunity to gain insights into the company group’s innovative and sustainable solutions.
N.A. Manosh Corporation invests in machines from the Wirtgen Group
The N. A. Manosh Corporation is an important partner of the construction industry and offers a wide range of services for customers in Vermont and New England.
In its Smart Compaction product range, Hamm provides intelligent solutions to take the hard work out of compaction, compaction measurement and compaction documentation.
The two latest compactor series from HAMM were awarded the Good Design Award 2022. The renowned design award has been presented for 75 years and is one of the world's most important awards for ground-breaking design.
Wirtgen Group machines rehabilitate the Beitbridge-Harare-Chirundu Highway
The extensive rehabilitation of the around 582 km section between Beitbridge and Harare and the partial widening of the roadway from 7 m to 12.5 m began in 2019.
At Conexpo 2023, the Wirtgen Group and John Deere presented numerous innovations, technical solutions and smart production systems for the optimisation of road construction processes.
At Conexpo 2023, the Wirtgen Group and John Deere presented numerous innovations, technical solutions and smart production systems for the optimisation of road construction processes.
With its new HC CompactLine series, Hamm presents a selection of small compactors featuring drive technology, a comfortable cab and compact proportions.
With the HP 100i pneumatic-tire roller, HAMM is presenting a new machine that is ideally suited to chipseal. To suit the application, the HP 100i is offered with 13,227 lbs (6 t), 17,637 lbs (8 t) or 22,046 lbs (10 t) operating weights.
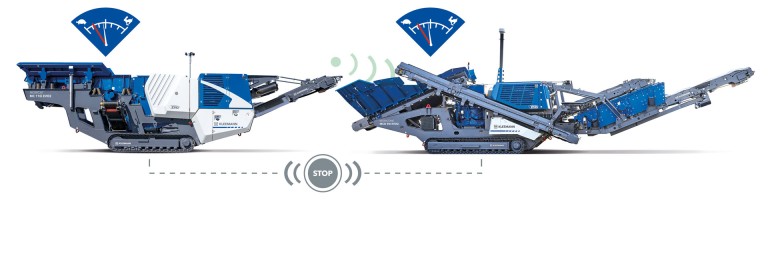
For automatic optimisation of the crushing process between crushing plants and to achieve maximum utilisation of the plant train, Kleemann plants are simply linked with one another via intelligent line coupling.
Intelligent line coupling now even safer via radio
The clever line coupling allows Kleemann plants to be easily coupled with one another. The system has now been extended by a wireless version of the safety coupling.
Worldwide first Kleemann jaw crusher MOBICAT MC 110(i) EVO2 put into operation
Since the beginning of March 2021, the worldwide first jaw crusher of type MOBICAT MC 110(i) EVO2 has been working in a quarry from Recycling GmbH Lahnau.
The Wirtgen Group Presents Sustainable Technologies at Samoter 2023
In Verona, the Wirtgen Group will be presenting a cross-section of its extensive product portfolio with 11 exhibits from Wirtgen Vögele, Hamm, Kleemann, and Benninghoven.
With five mobile crushing and screening plants and the operating concept SPECTIVE, Kleemann is presenting a wide-ranging selection from its extensive product portfolio at the CONEXPO.
John Deere Is “All In” As It Previews It’s Largest CONEXPO-CON/AGG Presence to Date
John Deere will have its largest presence ever at CONEXPO-CON/AGG 2023 this March in Las Vegas. Totaling 80,000 square feet (7 432,24 m²) of booth space, John Deere and Wirtgen Group are combining forces for the first time.
Innovative machine technology and digital solutions
HAMM is presenting new compactors, tandem rollers, pivot-steered tandem rollers, electrified tandem rollers, pneumatic-tire rollers and trench rollers at Conexpo/CON-AGG 2023. Also new in the range: Digital solutions for compaction documentation and analysis.
New mobile stackers MOBIBELT for optimised logistics
The mobile stackers MOBIBELT are used for efficient logistics processes on work sites. They flexibly extend the action radius of crushing and screening plants and thus make large stockpiles and improved work site logistics possible.
A Retrofit project increases the flexibility of a Benninghoven asphalt mixing plant TBA 3000, which is eco friendly thanks to recycling and solar power.
Wirtgen will be presenting a cross-section of its premium cold milling, recycling, soil stabilising and concrete paving products on the joint booth shared by Wirtgen Group and John Deere.
VÖGELE presenting high-performance pavers in all sizes at CONEXPO
At CONEXPO 2023, VÖGELE will be presenting an attractive cross-section of its current product range: From the small paver, the SUPER 700i, the SUPER 1300-3i compact paver and the SUPER 1703-3i 8 ft paver through to the SUPER 2000-3i 10 ft paver, all the machines are designed to deliver productivity, efficiency and precision.
Higher application diversity for cone and impact crushers
The mobile cone crusher MOBICONE MCO 90i EVO2 and the mobile impact crusher MOBIREX MR 110i EVO2 can now be fitted with a double-deck post screening unit as an option.
German Asphalt Days 2023: Wirtgen Group focus on climate-friendly solutions
From 8-10 February 2023, the Wirtgen Group will be providing information on its technologies for more sustainable road construction that are already available today at Stand V04 at the German Asphalt Days.
Asphalt production at the first Benninghoven Recycling Priority Plant (RPP) in Switzerland began in September 2022 – but this was not the only première. The new plant not far from Geneva was also the first of its kind in the country to be equipped with hot gas generator technology.
HAMM presents a new generation of pivot-steered tandem rollers: The HX series. It is impressive thanks to intuitive operation with Easy Drive, high performance data, many comfort features and sustainable operation.
The new Wirtgen Generation Z² cutting tools for cold recyclers and soil stabilisers deliver convincing performance in all materials thanks to high impact resistance, high shank breakage resistance and best-possible pick holder protection.
Milling among the strawberries – a 1:14.5 scale WR 250i
Marco Weigand builds true-to-life scale models of Wirtgen Group machines. And it’s very important to him that every model he builds works just like the real thing.
With the HC series, HAMM is launching a new generation of compactors on the market. With operating weights of 11–25 t and a wide range of equipment variants, they can comply with an extremely wide range of requirements.
At Bauma 2022, the Wirtgen Group once again confirmed its pioneering role in the industry with 37 world premières and trailblazing solutions for sustainability throughout the entire road construction process chain.
The specialist for challenging infrastructure projects
The 260 SX(i) is the first cross application miner from Wirtgen, and realises challenging infrastructure projects without the need for drilling and blasting.
Comfort Cabin for F-Series Compact Milling Machines
The new Wirtgen compact milling machines can now be fitted with a comfort cabin. This makes them the world’s first cold milling machines in this machine class to be offered with a cabin.
HC CompactLine series – the new compacts for earthworks
HAMM presents new small compactors: The HC CompactLine series (EPA Tier 4/EU Stage V engines) replaces the predecessor H CompactLine series with immediate effect.
Road construction companies are equipped for the future with VÖGELE’s latest-generation SUPER 1900-5(i) and SUPER 2100-5(i) Road Pavers and AB 500 and AB 600 Extending Screeds. Highway Class pavers are perfectly at home whether on highways or handling other demanding large-scale projects.
With eight electric rollers in the compact class, HAMM's launch represents a milestone for the compaction industry. The HD 10e and HD 12e models produce zero emissions while performing at the high compaction power associated with the HAMM brand.
Making sustainable road construction tangible: the Wirtgen Group at Bauma
‘The Future in Roadbuilding – Smart. Safe. Sustainable.’ This was the motto of the joint appearance by the Wirtgen Group and John Deere at Bauma 2022. With 97 exhibits – including 37 world premieres – and dedicated exhibition spaces covering digital system concepts and sustainability, the Group showcased trailblazing road construction solutions.
Cycleway rehabilitation in Aachen with the W 100 Fi
The new W 100 Fi Wirtgen compact milling machine with F-series technology did an excellent job in the extremely narrow confines of a cycleway in Aachen, Germany.
John Deere Showcases Full Suite of Motor Grader Automation Technology at bauma 2022
Customers in certain European markets can now benefit from the efficiency-boosting solutions such as industry-exclusive Premium Circle technology and the full John Deere portfolio of Grade Management solutions.
Smart compaction – increase quality while reducing energy consumption
With its smart compaction concept, HAMM combines a range of cutting-edge solutions for measuring, documenting and analysing compaction processes. Alongside its Smart Doc app, HAMM presents a second compaction assistant in the form of Smart Compact.
The sustainable power pack MOBIREX MR 130(i) PRO celebrates its world premiere.
The mobile impact crusher MOBIREX MR 130(i) PRO is the latest representative of the Kleemann PRO line. The powerful plant is used as a primary and secondary crusher in natural stone and recycling and meets high environmental standards. Thanks to the diesel-electric drive E-DRIVE, local emission-free operation is possible.
The intuitive operating concept SPECTIVE includes various components that are ideally tuned to one another and accompany the machine operator during the entire working day. The digital extension SPECTIVE CONNECT is now also available for other Kleemann crushing plants.
With the HX series, HAMM is introducing nine new pivot-steered tandem rollers to the market at bauma 2022. This includes the Smart Compact digital compaction assistant.
In Suzhou, the Wirtgen SP 15 impressed with high quality and efficiency in the course of the construction of an in situ concrete safety barrier by offset paving.
BENNINGHOVEN | Sustainability in asphalt production
Working more efficiently with sustainable and economical technologies is the challenge of today and tomorrow. Solutions from Benninghoven lower emissions and secure the future of asphalt mixing plant sites.
Double-deck post screening unit for EVO2 cone and impact crushers
For the cone crusher MOBICONE MCO 90(i) EVO2 and the impact crusher MOBIREX MR 110(i) EVO2, double-deck post screening units for two final products are now available
Wirtgen presents its new generation of F-series compact milling machines – the state-of-the-art W 100 F(i), W 120 F(i) and W 130 F(i) cold milling machines.
In Tianjin, Wirtgen Group plants and machines recycled 60,000 m³ of construction materials with the in-plant cold recycling process and reused it for paving.
The Wirtgen Group at Bauma 2022: ‘The Future in Roadbuilding – Smart. Safe. Sustainable.’
In Munich, the Wirtgen Group is presenting sustainable – and therefore pioneering – solutions for the road construction industry and is once more demonstrating its outstanding powers of innovation.
In Tangshan City, a cold recycling paving train featuring the core technology of the new Wirtgen W 240 CR rehabilitated the surface of a road with the cold recycling method.
Concrete removal by cold milling at Leipzig/Halle Airport
In the course of the refurbishment of Leipzig/Halle Airport by Kutter GmbH & Co. KG, the first phase of the project involved the complete removal of the concrete surface layer of the north runway and associated taxiways within 30 days. Resurfacing could begin only after the completion of this first phase. 350,000 tonnes of extremely hard concrete reinforced with rebar mats (Continuously Reinforced Concrete Pavement - CRCP) were removed in the course of the cutting process.
BENNINGHOVEN | REVOC system: Catalyst system for asphalt mixing plants
Patented REVOC system increases sustainability in the asphalt industry and secures the future of plant sites. The REVOC system has been nominated for the 2022 bauma Innovation Award in the “Climate Protection” category ...
Bauma 2022 innovations: REVOC system from Benninghoven
The REVOC system allows plant owners to implement higher recycling addition rates while complying with stricter emissions limits. REVOC supplements existing hot and cold recycling systems in asphalt mixing plants, reducing total carbon emissions with up to 50 % recycling material added.
Bauma 2022 innovations: Design Award for the new HC series
Safe, efficient and equipped for the digital construction site – these are the key features of the new HC series compactors from Hamm. The new compactors are gradually replacing the previous 3000 series and the H series. The models in the 18 to 25 t operating weight have now been awarded the prestigious iF Design Award.
For many years now, Hamm has been developing efficient machines that steadily reduce fuel consumption. In an effort to make construction site operations more resource-efficient, the ECO mode and the Power Hybrid roller in the HD+ series, for example, marked milestones. With eight electrified tandem rollers in the HD CompactLine Hamm is now entering the segment for fully electrical construction machines.
Wirtgen Group construction machines took the lead in rehabilitating the surface of the Autódromo Internacional do Algarve for Formula 1’s return to Portugal.
Higher application diversity for cone and impact crushers
The mobile cone crusher MOBICONE MCO 90(i) EVO2 and the mobile impact crusher MOBIREX MR 110(i) EVO2 can now be fitted with a double-deck post screening unit as an option.
With the Benninghoven hot-gas generator, plant owners can produce asphalt from 100 % recycling material while complying with stringent emissions standards
The Wirtgen Group will be presenting more than 90 exhibits and 33 world premieres for sustainable road construction under the motto ‘Smart. Safe. Sustainable.’
Wirtgen Group machines with great performance on Samruddhi Expressway
Wirtgen Group machines work with great performance on the new Samruddhi Expressway. It is an important connection in India and links the whole country.
Kleemann impact crusher MR 130 Zi EVO2 working in California
In the sunshine state of California, the MOBIREX MR 130 Zi EVO2 mobile impact crusher is processing recycled material at RAMCO. The machine impresses with its flexibility and simple operation.
In-place cold recycling near Paris with a W 240 CRi
In-place cold recycling enables French lead contractor Colas to cut emissions and conserve resources during the rehabilitation of a link road in Yvelines, France.
VÖGELE to present new Classic Line pavers at Bauma 2022
The road paver manufacturer will be introducing two new machines with pave widths of between 0.75 and 5 m at the Bauma trade fair in Munich: the compact SUPER 1300 tracked paver and the SUPER 1303 wheeled model.
The Benninghoven REVOC system reduces emissions from asphalt production. Environmentally friendly technology also contributes to securing the future of mixing plants sites ...
World premiere of the KMA 240(i) cold mixing plant
Cold recycling technologies from Wirtgen are in use around the globe for climate-friendly and cost-effective recycling of construction materials. The new KMA 240(i) mobile cold mixing plant now makes in situ production of high-quality mixes even more efficient.
Innovations in machine technology and digital solutions
At bauma 2022, HAMM is presenting multiple new series and models, including new compactors, tandem rollers, electrified rollers and digital solutions for earthworks and asphalt construction.
Extensive portfolio of products for cost-effective concrete paving with inset and offset paving methods
In addition to the SP 15(i) and SP 20(i) offset pavers at this year’s Bauma, Wirtgen is also showing a complete paving train for fully reinforced concrete paving.
HAMM is attending bauma 2022, where they will present the HC series – a new generation of soil compactors for all markets, with operating weights between 11 and 25 t.
VÖGELE to present a new generation of road pavers at Bauma 2022
Bauma 2022 will be the world premiere for VÖGELE’s first road pavers and screeds of the new Dash 5 generation: the SUPER 1900-5(i) and SUPER 2100-5(i) Highway Class pavers and the latest-generation AB 500 and AB 600 Extending Screeds.
The Wirtgen Group at Bauma 2022 – Focus on sustainable road construction
At this year’s Bauma, the Wirtgen Group is presenting solutions for the entire road construction process chain. The motto for this year’s event is: ‘The Future in Roadbuilding – Smart. Safe. Sustainable.’
With the Benninghoven hot-gas generator, owners can produce asphalt from 100 % recycling material while complying with current stringent emissions standards such as the German TA-Luft regulation...
The VÖGELE product portfolio of road pavers enables users to cover practically any application in asphalt paving. The range of screeds is correspondingly broad, covering twelve models in up to five different compaction variants.
New EVO2 generation guarantees higher operational reliability
The overload systems of the MC 110 EVO2 and MCO 90 EVO2 ensure that the crushing process is as continuous as possible in order to increase operational readiness.
Active environmental protection in compaction technology, production and service
For many years now, HAMM has handled finite resources responsibly thanks to modern production processes and sustainable solutions in the areas of service and spare part supply.
The jaw crusher MOBICAT MC 110(i) EVO2 and the cone crusher MOBICONE MCO 90(i) EVO2, with their efficient crusher direct drive, have a holistic drive concept that forms the basis for high cost-effectiveness.
Besides CO₂ balance, protecting resources and reducing the energy input, road construction authorities are also increasingly focusing on reduced-temperature asphalt.
Concrete paving with the SP 62i at Keflavik Air Base
During the extension project at Keflavik Air Base, HIB Iceland Ehf deployed a Wirtgen SP 62i slipform paver for the concrete paving of the operational areas.
Wirtgen Group presents sustainable road construction solutions at WoA 2022
With a total of 11 exhibits from Wirtgen, Vögele, Hamm, Kleemann and John Deere, the specialist audience at World of Asphalt was shown a cross-section of market-oriented and holistic solutions for the entire road construction process chain. The focus at the show was set on the critical issues of cost-effectiveness and sustainability.
VÖGELE presents powerful pavers in all sizes at the trade fair
At the World of Asphalt 2022, VÖGELE presents an attractive cross section of its current product program: From the smallest road paver, the SUPER 700i, through the SUPER 1800-3i SprayJet spray paver up to the SUPER 2000-3i 10 ft paver.
38 design and innovation awards provide impressive proof of the role that a functional yet modern design plays at HAMM, right from the development phase.
Katharina Kratz is a junior development engineer at Benninghoven in Wittlich. In the interview, she talks about her apprenticeship at Benninghoven, her career start and the team spirit among her colleagues.
The transportable asphalt mixing plant type TBA from Benninghoven is popular across the globe – including in Yatala (Queensland), where the COLAS Australia Group has put a TBA 4000 into operation.
The highlight of the show, the W 120 Fi, celebrates its world premiere at the event as a representative of Wirtgen’s new generation of compact milling machines.
In the Caribbean nation of Trinidad & Tobago, a PRO plant train with MC 120 Z PRO and MCO 11 PRO from Kleemann has been in operation since 2020 for Jusamco Ltd.
Particularly cost-efficient and sustainable new class of compact milling machines from Wirtgen
With the European market launch of the W 100 Fi, W 120 Fi and W 130 Fi, the cold milling machine specialist Wirtgen now presents a trio of high performance, next generation one-metre class compact milling machines. Unique in this industry segment, the innovative technologies of the proven F-series large milling machines have now been integrated in the company’s compact milling machines.
Smartphone solutions assure paving quality on the Aftetal Bridge
WITOS Paving Docu and Jobsite Temp from VÖGELE enabled the contractor to record paver, paving and temperature data by smartphone and monitor them in real time.
Wirtgen Group World Premieres at World of Concrete 2022
The highlight at World of Concrete 2022 is a complete concrete paving train from Wirtgen – comprising the new WPS 102i placer/spreader, an SP 94i slipform paver, and a TCM 180i texture curing machine.
Since bauma 2019, HAMM has launched solutions in the area of machine and application technology, such as the remote control for compactors and the particularly gradeable C models in the H series. Additional models have been added for the HP series pneumatic-tyre rollers.
Trainees build a toy-size model of a Kleemann impact crusher
The fascination with Kleemann products was the deciding factor: Tim Schwarz, trainee industrial mechanic, and Tim Grabe, trainee design mechanic, demonstrated great attention to detail when they designed the model of an impact crusher, including its programming.
During construction of a carriageway in a road tunnel in Karlsruhe, Vögele road pavers and Hamm tandem rollers not only satisfied the strict emissions specifications, but also ensured efficient, high-quality paving.
The mobile screening plants MOBISCREEN MS EVO impress in four projects in Lithuanian quarries with good transport properties, high performance, flexible application options and low fuel consumption.
Smart Doc is "self-monitoring for everyone". The new app from Hamm AG documents the compaction process in earthworks in real-time on a smartphone and allows the roller driver to easily prepare a report on the compaction.
The privately owned Swiss construction company is setting a stronger focus on the business sectors Road and Mineral Technologies and will be relying on powerful Wirtgen Group equipment with a fleet of three Vögele pavers and two Hamm rollers, a Kleemann impact crusher, a screening plant and a mobile stockpile conveyor.
Handover of a John Deere motor grader in the Emsland region of Germany
The handover of a 622GP motor grader to the Aschendorf-based road construction and civil engineering company Hermann Jansen (HJA) marks the first time that Wirtgen Deutschland Vertriebs- und Service GmbH has sold a John Deere earth-moving machine in the Bremen, Emsland, Ammerland and East Frisia region of Germany.
HAMM has always been the driving force behind innovation in the compaction industry. A look at the innovations that have been developed in Tirschenreuth since the bauma construction machinery trade fair in 2019 shows that the roller manufacturer is continuing to enrich the market with pioneering products and solutions.
In Hemer, in Germany’s North-Rhine Westphalia, Vögele Compact Class machines paved a new karting track, delivering precision work in the process: over a distance of exactly 391.49 m, they paved seven hairpin bends and an obstacle - a so-called chicane - all in an incredibly small space.
In Schlag near Passau, in the heart of the so-called "granite country", Berger Rohstoffe GmbH took over a quarry in 2020. Since May 2021, a PRO plant train from Kleemann has been producing grit for high-quality concrete and impresses with high productivity and economy.
In collaboration with circuit design specialists from the Italian engineering consultants Studio Dromo, the British lead contractor Tarmac wins the race to reprofile and resurface the Silverstone Circuit in time for the British Grand Prix – with Wirtgen Group machines, plants and systems.
New generation of pneumatic-tyre rollers from Hamm
The latest generation of pneumatic-tyre roller from Hamm – the HP series – offers many options. One of the first times the HP 280 was used was in Turkey, close to Ankara.
Environmentally friendly asphalt production with energy from biomass
When it comes to operation of an asphalt mixing plant that is as environmentally friendly and sustainable as possible, Benninghoven burner technology in combination with the selected fuel offer the greatest potential.
The alternative to conventional asphalt production is temperature-reduced asphalt, also known as low-temperature asphalt, warm asphalt or warm mix asphalt. As a company that thinks and acts with a focus on sustainability, Benninghoven has developed optimum technological solutions for this.
Premiere for a fleet of brand new asphalt road construction machines in Germany’s Westerwald region
Working with the ‘hot on hot’ method on a contract for the repair of a major road through the Westerwald, a fleet of new Vögele pavers and Hamm pneumatic-tyre and tandem rollers enabled the team from contractor Abel & Weimar from Limburg to deliver optimal paving results from start to finish.
The H 7i VIO compactor with high-performance compaction system and powerful travel drive shows off its talents when compacting a frost protection layer in Titisee-Neustadt and during dam construction along the banks of the Rhine.
The Wirtgen Group Is Headlining Its Presence at Minexpo 2021 with a North American Premiere and a Product Preview
As a trusted partner of the mining industry, the Wirtgen Group will be presenting its field-proven 220 SM(i) Surface Miner at booth no. 8109 in the Central Hall at Minexpo 2021 in Las Vegas.
The SUPER 3000-3i is not only the largest and most powerful paver, it is also versatile and user-friendly. With its new material handling concept and hydraulic tamper stroke adjustment, the large paver is really easy to adjust to varying layer thicknesses.
Smart road construction in the widest tunnel in Switzerland
Optimum coordination and maximum efficiency were required for paving a width of 11.5 m in the Gubrist tunnel, which was why the contractor put its money on VÖGELE’s WITOS Paving Plus process optimisation solution.
HP series from HAMM – new pneumatic-tyre rollers are performing impressively
The pneumatic-tyre rollers from the HP series have been on the market across the world for several months and are showing what they can do in practice. This is a completely new generation of pneumatic-tyre rollers, which have been a permanent feature of HAMM's product range since the 1960s.
A Wirtgen concrete paving train impresses with high productivity in Texas
Continuously reinforced concrete pavement is particularly attractive due to its low maintenance costs. It is cost-effective, extremely durable and requires very little maintenance.
A Wirtgen concrete paving train impresses with high productivity in Texas
Continuously reinforced concrete pavement is particularly attractive due to its low maintenance costs. It is cost-effective, extremely durable and requires very little maintenance.
Retrofit solutions for modernising existing asphalt mixing plants make sense for lots of reasons – and are often more beneficial than investing in new equipment.
The SUPER 1400 was the first Vögele paver in the world to be fitted with a powerful engine from the group’s parent, John Deere, enabling it to meet India’s more stringent CEV Stage IV emissions standards.
MT 3000-3i material feeder: presentation with Alberto Flockerzi
These are real power packs which accelerate processes and improve quality on large-scale projects: Vögele has continued to develop both its material feeders to bring them up to “Dash 3” level.
With the introduction of the digital operating concept SPECTIVE, Kleemann has set new standards for control options for crushing plants. The extension SPECTIVE CONNECT has now arrived.
SPECTIVE CONNECT - the smartest form of plant control
The innovative digital operating concept SPECTIVE from Kleemann has optimised the control options of crushing plants in a trendsetting manner. With the SPECTIVE CONNECT extension, Kleemann goes one step further.
A large French construction company wants to run a sustainable and CO₂ neutral operation. A new Benninghoven asphalt mixing plant provides a large contribution to this.
Mobile screening plants in a large-scale operation in India
India has vast reserves of iron ore and is the second biggest steel producer in the world. The mobile screening plants MOBISCREEN EVO from Kleemann are used during the extraction of the important material.
VÖGELE expands digital road construction solutions
New functions in WITOS Paving Docu and WITOS Paving Plus increase both the simplicity and the accuracy of job site documentation and process optimization.
Vögele has now introduced numerous practical new features to adapt its WITOS Paving digital road construction solutions even more specifically to suit the requirements of planners, construction managers and paving crews.
Vögele VF 500 and VF 600 front-mounted extending screeds
The North American market demands a high pave speed at highly variable pave widths. Vögele supplies the VF 500 and the VF 600 with front-mounted hydraulic extensions, which have both undergone an extensive technical update with numerous benefits for operators and owners, for just this purpose.
For the construction of a water collection basin with a holding capacity of 18,500 m³, which is knocked into the granite rock near Brixen, NordBau Peskoller from Kiens uses the new jaw crusher MOBICAT MC 110i EVO2.
In Bad Fredeburg in the Sauerland region, two HAMM H 25i VC compactors with their special crusher drum were used to simultaneously crush and compact the local, "Fredeburger" slate.
With its new mobile cone crusher MOBICONE MCO 90(i) EVO2, Kleemann has created the perfect supplement to the jaw crushing plant MOBICAT MC 110(i) EVO2.
Ace Aggregates is a newly founded company that produces crushed rock in a reopened quarry in the West Virginian mountains. In around one year, the team has increased its production from 181,000 tons to approx. 545,000 tons per year – and delivered it.
At a major company event thrown by Belgian construction company Bodarwé, lots of guests celebrated the commissioning of a Benninghoven TBA 4000 mixing plant.
Landfill construction with a Wirtgen Group machine train
In the course of an extension programme, Joh. Wachenfeld GmbH & Co. KG permanently sealed the base of a landfill site for demolition waste and contaminated soil in the north of the state of Hesse, Germany.
SP 15i an all-rounder when it comes to paving monolithic profiles
During a project in Esterwegen, near Papenburg, Germany, the small paver offered a first taste of the extended range of applications it can now cover by paving a 750-metre-long and 2-metre-wide cycle path along a rural road.
Daily production target with MOBISCREEN MS 952 EVO and MS 953 EVO increased
India has vast reserves of iron ore and is the second biggest steel producer in the world. The mobile screening plants MOBISCREEN EVO from Kleemann are used during the extraction of the important material in Keonjhar in India.
Two road construction professionals tested the new VÖGELE MT 3000-3i Offset material feeder on projects. In the first part, a business owner reports on opinions in the field of the improvements made by development engineers.
Two road construction professionals tested the new VÖGELE MT 3000-3i Offset material feeder on projects. In the second part, a construction manager reports on opinions of the improvements in the field.
The SUPER 1000(i) Classic Line paver and the SUPER 1300-3(i) Premium Line paver are suitable for a similar range of applications, but the scope of their functions differs. A summary of differences and similarities follows.
Worldwide first Kleemann jaw crusher MOBICAT MC 110(i) EVO2 put into operation
Since the beginning of March 2021, the worldwide first jaw crusher of type MOBICAT MC 110(i) EVO2 has been working in a quarry from Recycling GmbH Lahnau.
BENNINGHOVEN BA RPP 4000 meets requirement for maximum recycling
When high recycling ratios have to be met while complying with low emission rates, there is practically no way around the BENNINGHOVEN hot-gas generator technology. This allows the owner to turn 100 % reclaimed asphalt into new asphaltic mixtures while complying with the new German TA Luft standard.
Paving a slab track in tunnels of the Deutsche Bahn’s Stuttgart-Ulm project was tough. The paving team met the challenge with the SUPER 2100-3i including the AB 600 TP2 High Compaction Screed and 3D control system. An MT 3000-2i Offset material feeder supported job site logistics.
Cost-effective team-players from the new technology generation EVO2
Kleemann presents two new crushing plants of the EVO2 generation: the jaw crusher MOBICAT MC 110(i) EVO2 and the cone crusher MOBICONE MCO 90(i) EVO2. Thanks to innovative features such as the optimised operating concept SPECTIVE and innovative overload systems, they now operate even more efficiently and economically.
The KMA 240(i) cold recycling mixing plant produces mix that can be paved immediately and is suitable for the production of various types of bound base layers.
Sustainable recycling – close to the construction site
The KMA 240(i) mobile cold recycling mixing plant from Wirtgen is an ideal solution for the environmentally compatible and cost-effective production of mix close to construction sites and can convert up to 240 tons of old material an hour into a high quality mix.
The specialists with a passion for soil stabilisation – with Wirtgen equipment
The WR series cold recyclers and soil stabilisers from Wirtgen are one of the decisive factors in the success of Mt. Carmel Stabilization Group Inc., the construction company from Illinois (USA) specializing in soil stabilisation with lime and cement.
‘The new WIRTGEN GROUP machines are helping us to fulfil our ongoing growth targets’.
The Finnish company Asfalttikallio Oy is upgrading its fleet with a total of 39 machines from the Wirtgen Group. These include a Wirtgen W 120 Ri Small Milling Machine, Vögele Compact Class and Universal Class Pavers, as well as Hamm Rollers, mainly from the HD CompactLine.
Hyderabad, the capital city of Telangana, has a well-developed road network of around 9000 Kms maintained by the Greater Hyderabad Municipal Corporation (GHMC). 2900 Kms out of this road network are bituminous roads varying from single lane to four lane design. Over the years, the life of these pavements has reduced due to various factors like ageing, monsoon damages, heavy loading, etc. which then called for maintenance and recarpeting of these roads.
VÖGELE machines produce a permanent carriageway in the Albvorland Tunnel
Five water-bound base layers, stringent requirements on evenness and logistical challenges ... the contractor faced the challenge with the VÖGELE SUPER 2100-3i large paver and the MT 3000-2i Offset material feeder.
Achieving high-quality compaction on small, cramped construction sites is often a challenge. This is why, with the H 7i, HAMM has developed a compactor that boasts super-compact dimensions.
For the innovative project "Digital Youngsters – Digitalisation in the Training Workshop", trainees from Kleemann received an award from Allianz Industrie 4.0 Baden-Württemberg.
TBA 3000 produces special mixtures for Formula 1 track in Sochi
Formula 1 race tracks are one of the greatest challenges for installation teams and machinery. The Russian building contractor Tekhalyans already used Benninghoven technology during the initial construction of the SOCHI AUTODROM.
During the high-specification rehabilitation of the race track in Zandvoort, the paving team counted on three SUPER 1900-3i machines and VÖGELE’s expertise in applications.
Dr. Stephan Weller explains how companies benefit from digital solutions like WITOS Paving Plus, regardless of how many job sites they have and what size they are.
Vaccinations for Better Protection and More Freedom
In June 2021, WIRTGEN launched its own workplace vaccination program. In the specially built vaccination centre, we were able to administer the vital jab to around 300 employees who hadn’t yet been vaccinated and offer employees the chance to receive both their first and second vaccinations on site.
They really do still exist – the good old milling machines from the 90s. Although no longer youngsters, and technically way behind the times, they are still raring to go and as reliable as when they were new. Day after day at Borkowski GmbH in Langerwehe an SF 1000 C built in 1991 proves that Wirtgen milling machines keep their promise of enduring quality – even after 30 years in service.
In order to also guarantee effective screening of large volumes, Kleemann offers two new mobile classifying screens with a feed capacity of up to 750 t/h.
After a comprehensive environmental management system was built, HAMM AG was certified according to ISO 14001. This will help the company to continue to improve its environmental performance in the future.
Hamm receives certification for its environmental management system
The ultra-modern production facilities of the Wirtgen Group are among the most advanced of their kind and work with environmentally friendly machine tools and perfectly coordinated manufacturing processes to ensure efficient production and conserve valuable resources. And certification of this is now on the agenda for the entire group of companies.
Sustainable Recycling Close to the Job Site with Wirtgen’s New Cold Recycling Mixing Plant
Wirtgen’s KMA 240(i) cold recycling mixing plant is a powerful and environmentally friendly machine capable of fully loading a 20-ton truck with high-quality mix/cold mix every five minutes.
With the HD 14i TT, HAMM is presenting a new compact pneumatic-tyre roller that impresses with its high compaction power and optimum visibility, and complies with the exhaust emission standard EU Stage V/EPA Tier 4.
For the complete rehabilitation of runway 1 at Kuala Lumpur International Airport, the lead contractor Nippon Road opted for an effective fleet of Wirtgen Group machines for the removal and repaving of 44,000 m³ of asphalt.
The Wirtgen Group supports its customers with individualised service agreements. SmartService makes their day-to-day operations easier and allows them to focus completely on their core business activities.
Reconstruction of a 375 km section of the A2 highway with the cold recycling method
The Nigerian Federal Ministry of Works and Housing awarded a contract for the rehabilitation of a 375 km section of the A2 highway from the capital city, Abuja, to the city of Kano in northern Nigeria with the cold recycling method to Julius Berger Nigeria Plc (JBN). Numerous Wirtgen Group plants and machines are already at work on the project.
With a basic width of just 1.1 m, the smallest screed from the road paver manufacturer perfectly complements the range of applications of the SUPER 700(i) and SUPER 800(i) Mini Class pavers.
Representatives from contractor Matthäi Bauunternehmen GmbH & Co. KG and construction machinery leasing company MILEX Rent GmbH have taken delivery of the world’s first new PowerFeeders from JOSEPH VÖGELE AG.
Inset Slipform Pavers from Wirtgen: Top-Quality Concrete Paving
The compact 2-track paver from Wirtgen can be used for high-precision paving of concrete surfaces between 3.50 m and 7.50 m wide and up to 450 mm thick.
Complex and time-consuming changing of defective or worn conveyor belts on crushing and screening plants are a thing of the past. The new ZIP CLIP spare belts permit rapid and efficient belt changes on crushing and screening plants.
Easy handling, great service and reliable, high-performance operation – this is what sets HAMM rollers apart. This is why, among other reasons, they are ideally suited as rental machines. Models from the CompactLine are especially sought after by rental companies.
In order to receive a constant high material volume from a cone crusher with high final product quality, mobile cone crushing plants should be operated in the optimum range. This starts with the selection and composition of the correct tool, which consists of cone and bowl liner.
The MT 3000-3i Standard and MT 3000-3i Offset PowerFeeders from world market leader VÖGELE integrate the latest Dash-3 machine concept and an optimized material handling and maintenance system.
With Mill Assist, milling operations are carried out particularly cost-effectively. In the process, the Wirtgen Performance Tracker is responsible for the job’s precise documentation.
MC 110 Z EVO Recycling of building rubble in Göppingen
A Mobicat jaw crusher processes concrete and building rubble in Stauferpark in Göppingen. Approx. 4,500 tons of material with a feed size of 0-500 mm are crushed to 0-60 mm and are used again on site as filling material.
On the A3 near Duisburg, the paving team rehabilitated an area of 60,000 m² in just 55 hours using four WIRTGEN cold milling machines and six VÖGELE pavers.
During the rehabilitation of the Monterey Road in San José (USA), engineering contractor MCK Services, Inc. deployed Wirtgen Group machines and recycled and replaced 42 km of pavement with an overall area of 205,000 m2.
Speeds things up on the construction site with MOBIBELT stockpile conveyors.
The new MOBIBELT stockpile conveyors support users in the co-ordination of the final products by means of building up stockpiles, intermediate storage areas and loading.
FDR: Sustainable and Cost-Effective Road Rehabilitation
The W 380 CRi recycler from Wirtgen is capable of recycling the road surface to a full depth of up to 30 cm, which means it is also perfect for full-depth reclamation (FDR).
Depending on the application, Wirtgen’s PCD milling tools offer a significantly longer service life as well as greater machine productivity and availability.
Safety and ergonomics play a major role at KLEEMANN
The operation of large machines is often associated with an increased danger potential. This is why personal protection is the highest priority at KLEEMANN.
Project for the SB 300 Fixed-Width Screed from VÖGELE: the new fixed-width screed showed its strengths during construction of a new section of the B75 in Hamburg.
Wirtgen F Series Solidifies Pole Position on Alabama Racetrack
At the Barber Motorsports Park in Birmingham, Alabama, two W 210 Fi from Wirtgen efficiently put their 756 hp to the pavement – a perfect example of cost-effective milling.
New SP 154i Slipform Paver from Wirtgen Paves Concrete in Two Layers
Wirtgen’s SP 154i is capable of paving concrete up to 450 mm thick, 16 m wide, and in two layers. It can be used as a bottom layer or top layer concrete paver.
Wirtgen 220 SMi 3.8 Surface Miner – High-Performance Chalk Mining in France
Wirtgen’s 220 SMi 3.8 was once again able to demonstrate its superiority during several performance tests in France. The machine proved to be particularly impressive when it came to production output.
True to the principle of ‘learning from the experts’, customers visiting any of the Wirtgen Group’s numerous training facilities benefit from the application specialists’ decades of experience.
An independent contract crushing company is using its new KLEEMANN mobile jaw and cone crushers – flanking a new mobile screen – to boost aggregate processing productivity while saving money on fuel.
Rehabilitating the A93 motorway at Marktredwitz, Bavaria: the SUPER 3000-3i tracked paver demonstrated its astounding qualities, accurately paving a surface 11.6 m wide.
Manufactured by the WIRTGEN GROUP in India, to be precise in the local production and assembly plant in Pune, the mobile screening plants in the MOBISCREEN EVO line are successful all over the world.
When milling at the Oroville Dam, the milling contractor benefited from cold milling specialist Wirtgen’s application experience in steep gradient milling.
New TBA 4000 in Moscow: the transportable asphalt mixing plant from BENNINGHOVEN supplies premium asphalt for both road rehabilitation projects on greater Moscow’s MKAD Outer Ring Road and for new roads.
Wirtgen’s Large Milling Machine Flagship Models Complete the New F Series
With the W 220 Fi and W 250 Fi flagship models, Wirtgen, the specialist in cold milling machines has completed its new generation of large milling machines.
Meet the young master modeller with a passion for detail
Peter Hoppe and his father, Matthias, have created a furore in the world of Lego modellers with their true-to-life scale model of a Wirtgen W 200 Fi as an MOC (‘My Own Creation’) model made from Lego and Lego Technic parts.
Three BENNINGHOVEN asphalt mixing plants in Romania
BENNINGHOVEN technology – the engine for Romania’s infrastructure. Three asphalt manufacturers have invested in state-of-the-art technology from BENNINGHOVEN in Romania.
The SUPER 2000-3i and SUPER 2003-3i 10-foot pavers were designed primarily for highways and large-scale projects where performance and productivity are key. Both pavers come with VÖGELE’s user-friendly ErgoPlus 3 operating system.
The 8-foot paver segment is critical to a lot of road construction companies, because these machines cover a very wide range of applications, from small municipal jobs to major highway construction and rehabilitation.
Intelligent paver management: At Conexpo 2020, JOSEPH VÖGELE AG will be showcasing its new software-based application for road construction. WITOS Paving Docu allows paving data and delivery notes to be recorded and automates the process of sending out job-site reports.
For sustainable, transparent and high-quality compaction
At CONEXPO-CON/AGG 2020, HAMM is presenting WITOS HCQ – a system for live tracking of rollers that delivers improved transparency and sustainability in asphalt construction and earthwork.
In 2020, HAMM is represented on the market with a powerful and versatile range of compaction technology for earthwork. At CONEXPO/CON-AGG 2020, the manufacturer will underline this fact with a wide range of exhibits from the field of earthwork for diverse applications.
In the north of Vietnam lie the emerging city of Lang Son, located on the border with China, and National Route 1A, the heavily congested motorway to the capital, Hanoi: a KLEEMANN plant combination was brought in to eliminate this bottleneck.
New MOBICAT MC 120 Zi PRO jaw crusher from Kleemann celebrates its debut at CONEXPO/AGG 2020
At Conexpo/Agg 2020 in Las Vegas, the MOBICAT MC 120 Zi PRO jaw crusher plant is one of four innovations from Kleemann on show at the trade fair stand of the Wirtgen Group and by John Deere.
Allowing for high production outputs and varied recipes were important criteria from the customer Bitux S.p.A. for the new asphalt mixing plant in Foglizzo, outside Turin in the Piedmont region.
Wirtgen W 210 Fi Large Milling Machine Receives iF Design Award 2020
The W 210 Fi from Wirtgen’s new generation of large milling machines sets standards when it comes to milling performance, machine efficiency, and design.
World Premieres: Wirtgen Flagship Large Milling Machines at Conexpo-Con/Agg 2020
With the W 220 Fi and W 250 Fi flagship models, Wirtgen, the specialist in cold milling machines has completed its new generation of large milling machines.
Conexpo-Con/Agg 2020: New Large Milling Machines the Highlight of the Wirtgen Group’s Solutions
More than 30 exhibits, including 10 world and North American premieres and Wirtgen’s new large milling machines leading the pack – this year, the Wirtgen Group is exhibiting outdoors (Silver Lot 1) at booth S 5419.
When paired with the AB 220 TV Extending Screed, it can take on a remarkably wide range of pave widths from 0.5 to 3.5 m and even pave entire roads. These features make the SUPER 800i ideal for achieving a high level of machine utilization.
The Wirtgen Group’s product brands are specialists in their field and all of them draw on decades of application experience, and customers around the globe reap the benefits of this expertise.
A VÖGELE road paver with the WITOS Paving Plus process management system and HAMM rollers with the WITOS HCQ module participated in a QSBW 4.0 construction project.
Wirtgen Group World and North American Premieres at Conexpo-Con/Agg 2020
“Innovation. Performance. Partners.” The Wirtgen Group’s trade show booth in Las Vegas will feature all three, including more than 30 machines on display.
Wirtgen’s large milling machines: Master of efficiency
A total of three W 210 Fi machines demonstrated the added value of their technological innovations during rehabilitation of the A 31 motorway in Italy.
Guinea: Bauxite mining with surface miners maximizes profitability
Wirtgen supplies surface miners in a variety of performance classes for the selective mining of raw materials, such as coal, limestone, bauxite, gypsum, salt and phosphate.
High quality at low cost and a reliable assistant to hand – for milling machine operators, WIRTGEN’s new large milling machines are the ultimate in road rehabilitation.
Wirtgen Autopilot 2.0 Significantly Speeds up Concrete Paving Projects
The AutoPilot 2.0, which is compatible with Wirtgen’s SP 15i und SP 25i slipform pavers, eliminates the need to measure, mount, and remove stringlines.
Renowned as a pioneer in efficient and intelligent oscillation compaction, HAMM presented the split oscillation drum and VIO Compaction Meter at bauma 2019.
Soil stabilization, a process widely used throughout the world, is the ideal solution for producing compactable soil with good paving properties from a sub-base with insufficient bearing capacity.
A SUPER 1303-3i repaved the surface course on a 3.1 m-wide tree-lined route at a thickness of 3 cm. The new pavement of sand-coloured asphalt blends harmoniously into the landscape. The VÖGELE wheeled paver in the Compact Class paved the coloured asphalt with a crown of +2.5%.
At the Wirtgen Group, fast and efficient on-site customer service has utmost priority. Customers can depend on an extensive service network and on-site solutions that ensure maximum machine availability.
As early as during one of its first jobs – rehabilitating a section of the A96 motorway near Munich – the SUPER 3000-3i from VÖGELE was able to give a hint of the feats it was capable of.
With a potentially record-breaking pave width of up to 18m, the new SUPER 3000-3(i) can pave the surface course of a four-lane motorway carriageway without joints. As a representative of the Premium Line, the large paver additionally incorporates all the features of the latest "Dash 3" generation. Other highlights include the innovative material transport and the new hydraulic tamper-stroke adjustment.
Wirtgen Group Booth at Bauma 2019 Draws Record Number of Visitors
A total of 120 exhibits, including 18 world premieres and 25 innovations as well as six interactive technology demos: the Wirtgen Group’s booth at Bauma was packed with leading machine and application technologies from Wirtgen, Vögele, Hamm, Kleemann, Benninghoven, and John Deere.
The SUPER 1000(i) and the SUPER 1003(i) represent the global market leader's recently introduced Classic Line. Equipped with the ErgoBasic operating concept, the two compact pavers boast simple handling and excellent value for money.
New Wirtgen 220 SM 3.8/220 SMi 3.8 Surface Miner: Maximum Performance in Soft Rock
Wirtgen’s 220 SM 3.8/220 SMi 3.8 surface miner selectively mines raw materials up to a cutting depth of 350 mm and a uniaxial compressive strength of 35 MPa.
VÖGELE present smart solution for digital job-site documentation
WITOS Paving Docu allows paving data and delivery notes to be recorded and automates the sending of job site reports. It is a practical, easy-to-use solution for small and medium-sized construction projects.
This telematics solution records operating, position and maintenance data from VÖGELE, WIRTGEN and HAMM machines, increasing fleet availability as a result.
Why is cold milling such an important part of the rehabilitation process?
The condition of the milled surface has a major impact on the quality of the new surface layers, their functional properties, and the cost-effectiveness and efficiency of further construction work.
Advanced Wirtgen Group Technologies for Pavement Construction, Rehabilitation Featured at World of Asphalt 2019
Products from Wirtgen, Vögele, Hamm and Kleemann will underscore how Wirtgen technologies enhance productivity and profitability for road contractors and government agencies.
The New Wirtgen 220 SM/220 SMi: Surface Miner for Raw Material Extraction and Routing Operations
With a cutting width of 2.2 m and a cutting depth of up to 300 mm, the 220 SM/ 220 SMi can extract raw materials up to a uniaxial compressive strength of 50 MPa.
Construction Site 4.0 – the working environment of the future
At HAMM, the developers are thinking not only about the next machine generation; they are also focussed on the effects that current megatrends will have on road building in general and on compaction in particular.
Permeable to Water and with an Anti-capillary Effect
What do you see as the core issues in the construction of frost blankets? A frost blanket made from unbound mineral aggregate represents the first base course of the superstructure at the subgrade level.
Wirtgen Group Introduces AutoPilot 2.0 at World of Concrete 2019
The highlight of Wirtgen will be the newly developed Wirtgen AutoPilot 2.0. This 3D control system can produce any kind of offset and inset pro with lower costs files.
The MOBIREX MR 110 Z EVO2 impresses in changing applications
The change between demolished concrete and broken bricks in the Fireclay recycling yard of Mone Bros. Ltd. is child's play for the powerful impact crusher MR 110 Z EVO2.
Genuine Wirtgen Group spare parts are precisely tailored to the requirements of our machines and impress with particularly long service life. To ensure that our customers’ machine fleets are always ready for use, our employees around the world are committed to ensuring that our spare parts are readily and rapidly available.
In Luxembourg, the construction company Cajot invested in the largest mixed material loading silo that BENNINGHOVEN has ever built as a retrofit solution.
Wirtgen slipform pavers SP 15i and SP 25i: Leveraging technology
A Kentucky concrete slipforming contractor has moved in a big way into curb, gutter and parapet construction by utilizing the advanced technology available to them.
During rehabilitation work near Tokyo, a W 210 large milling machine removed the surface and binder courses on the Jōban Expressway in individual layers.
In 2017, HAMM produced more than 10,000 rollers in a single year for the first time. To ensure that the demand for HAMM rollers can also be satisfied sufficiently in future, the parent plant was massively expanded.
bauma China 2018: Wirtgen Group Showcasing More Than a Dozen Innovations
With around 50 exhibits, including 13 premieres for the Chinese market, the Wirtgen Group will present innovative technologies and premium products at bauma China 2018.
A fleet of six Wirtgen cold milling machines removed tens of thousands of tons of old asphalt at Oakland International Airport in California in less than 60 hours.
GRW 280i: New Easy Drive operating concept and sophisticated driving dynamics
Hamm has been producing pneumatic tyre rollers with great success for over 50 years. HAMM presented the next innovation in the pneumatic tyre roller market segment in spring 2018 with the GRW 280i.
WIRTGEN W 150 CFi: Greater productivity and area output
Wirtgen’s W 150 CFi compact milling machine with new 1,800 mm milling drum assembly is the ideal machine for surface layer rehabilitation on small to medium-sized job sites.
WITOS FleetView - Big data for construction equipment
The Wirtgen Group supports fleet and service management for Wirtgen, Vögele, and Hamm equipment with the intelligent WITOS FleetView telematics system.
Recycling at Cologne/Bonn Airport – Wirtgen KMA 220 produces hydraulically bound base using mix-in-plant process
In autumn 2017, parts of the flight operations areas at Cologne/Bonn Airport were renovated. The mobile cold recycling mixing plant from Wirtgen prepared the material mix.
The perfect solution for all customers, users and sales employees who are often on the road. HAMM Delivery Program/HAMM Product Range offers mobile access to the HAMM product portfolio, with all relevant information about the respective machines.
W 200 rehabilitates Brazil’s congested road network
For this mammoth project, CR Almeida is using the efficient W 200 large milling machine, which runs in continuous operation 24 hours a day during the rehabilitation work.
W 200 rehabilitates Brazil´s congested road network
Using the state-of-the-art WIDRIVE machine control system, a milling machine operator reduces fuel consumption and noise emissions during rehabilitation work in the Brazilian highlands.
The Wirtgen Group’s service philosophy offers maximum customer proximity – and this means that the experts from Wirtgen Group Service will very soon be on the spot to clear up any issues customers may be having with their machines. This is where skilled craftsmanship meets advanced technology.
New milling drum assembly extends the range of applications of the Wirtgen W 150 CF / W 150 CFi
From now on, the class leader W 150 CF/W 150 CFi can also be equipped with a 1,800-mm milling drum assembly. Customers therefore profit from a wider range of applications.
Wirtgen DURAFORCE milling and mixing rotor – A rotor for every requirement
For its WR series, Wirtgen has developed a solution that is more than a match for even the most extreme requirements in both applications: the new DURAFORCE milling and mixing rotor.
More than 35 years ago, HAMM developed oscillation and thereby revolutionised compaction technology. Find out more in the new video celebrating the anniversary of oscillation at HAMM!
Millimeter accuracy is paramount on a track where every thousandth of a second counts, which is why, when it was time to rehabilitate the pavement, the client took the opportunity to re-profile the track, too.
Hillhead 2018: Wirtgen Group presents innovative solutions for road construction and rehabilitation
At Hillhead 2018 (stand no. Q1), the Wirtgen Group’s British sales and service company Wirtgen Limited will be exhibiting a total of 12 premium products
Expansion of the Berlin ring road: when widening the trans-European motorway, the team frequently had to move between many small job site sections. AutoSet Plus, the automatic functions of the SUPER pavers, provided invaluable support for the paving team.
Millimeter accuracy is paramount on a track where every thousandth of a second counts, which is why, when it was time to rehabilitate the pavement, the client took the opportunity to re-profile the track, too.
Teamwork: Wirtgen Group Machines prepared the ground for the new Benninghoven brand headquarters
Benninghoven: Wirtgen soil stabilizers and Hamm rollers laid the solid foundation for the state-of-the-art asphalt mixing plant facility in Wittlich-Wengerohr.
Wirtgen at Intermat 2018 – Innovative technologies provide quality in the road construction cycle
Wirtgen is continuously developing its core technologies, products and application processes to ensure quality standards are met and that customers can operate economically.
On an area extending over more than 600 m², the Group will be showcasing a representative cross-section of its application-oriented products for the African market on the outdoor grounds (exhibition area T3.115) of bauma Conexpo Africa.
It was no longer economically viable to put the existing stationary plant back into operation. The Polish company Dolata therefore decided on a plant train from KLEEMANN.
Swiss company Recytec continues investing in Kleemann plants
Recytec from Switzerland specialises in the processing of waste materials and materials in the recyclable mineral chain. Recytec has now extended its vehicle fleet and is participating in work on the tunnel construction project on the A1.
New Wirtgen SP 62i inset slipform paver has North American debut at WOC 2018
At its stand No. 6343 in the Central Hall at the Las Vegas Convention Center, Wirtgen Group will present innovative solutions for all aspects of concrete paving.
A new asphalt mixing plant TBA 2000 with a 2 t mixer and a dual fuel burner with bitumen vapour afterburning in operation at customer Hitthaller+Trixl Bauges. m.b.H., Austria.
Wirtgen Group showcases two Introductions at World of Concrete 2017
With a display of its innovative solutions for concrete road construction, the Wirtgen Group is presenting three slipform pavers and a texture curing machine from Wirtgen and a mobile Kleemann crusher at this year's World of Concrete trade fair in Las Vegas (indoor booth no. C 6126).
Technologies from VÖGELE deliver perfect evenness: when resurfacing the A36 motorway near Dijon, a new SUPER 1900-3i paver equipped with an SB 250 TV Fixed-Width Screed and supported by an MT 3000-2i Standard PowerFeeder produced high quality results across a pave width of 7.5 m.
The Wirtgen Group, with its product brands Wirtgen, Vögele, Hamm and Kleemann, will be showcasing leading technologies for the entire road construction process chain at Excon 2017. Wirtgen’s milling machines W 195, W 120 R and slipform paver SP 62 will be celebrating their trade fair debut in India.
HD+ 90i PH: Environmentally friendly hybrid technology as standard
In spring 2018, HAMM presented the new HD+ 90i PH tandem roller with power hybrid train. Here, HAMM combines a conventional internal combustion engine with a hydraulic accumulator.
OCS from Wirtgen excels in milling work on the A 36 in France
As part of the rehabilitation project on the A 36 highway near Dijon, the Wirtgen W 200i cold milling machine with cabin milled off the asphalt surface with great precision.
The power of the WIRTGEN GROUP as the engine driving the construction of the İstanbul Yeni Havalimanı airport – the largest infrastructure project in the history of Turkey.
HAMM's oscillation rollers enjoy growing popularity on account of their ability to achieve efficient, high-quality compaction at every construction phase. The scope of applications is enormous.
During rehabilitation work near Tokyo, a W 210 large milling machine removed the surface and binder courses on the Jōban Expressway in individual layers.
Wirtgen Group at Steinexpo 2017 with world premiere from Kleemann
The Wirtgen Group will be showcasing tailored solutions for recycled material processing and quarry applications when it exhibits products from Kleemann and Benninghoven.
During a construction job in South Africa, it was scientifically proven by the University of Twente that the MT 3000-2 Offset PowerFeeder improves paving quality – among other things, using RoadScan, the innovative temperature measurement system from VÖGELE.
A 4200 SM mines hard coal in an open-cast mine in Eagle Pass, Texas. The mined coal is transported by trains across the border to a power station in Coahuila.
Innovation. Performance. Partners. Close to our customers – Wirtgen Group at Conexpo 2017
Over 40 products – many of them new to North America – will demonstrate Wirtgen Group product performance, innovation and dedication to customers at stand No. C 31239 at Conexpo-Con/Agg 2017 in Las Vegas.
On Tuesday, 11 April 2017, BENNINGHOVEN celebrated the laying of the cornerstone for the worldwide largest and most modern factory for the manufacturing of asphalt mixing plants in Wittlich Wengerohr.
An overnight OPA job – WIRTGEN GROUP technologies pump up the speed
On the A1 highway, Wirtgen Group machines were used to cost-effectively pave thin layers hot and for fine milling – completing the project in just 42 nights instead of the scheduled 55.
Autonomous rollers: (R)evolution in asphalt construction
In the field of compaction technology, HAMM AG has always been a company that sets trends and is quick to adopt new technologies in order to continually improve its rollers. Now, the technology-focused company HAMM is once again setting new standards, this time in the development of self-driving compaction machines.
Italy: State-of-the-art milling technology for one of the most famous race tracks in the world of motor sports
To make the "Marco Simoncelli" Misano World Circuit faster and safer, Pesaresi Giuseppe SpA decided to take advantage of the cutting-edge technologies of Wirtgen and Trimble.
Wirtgen will be attending the 5th Symposium Mines Guinea event in the capital Conakry, showcasing the company as a reliable mining partner to trade visitors.
High performance in a compact format – the MC 100 R EVO in recycling operation
Compact, easy to transport and flexibility of use should characterise the new crushing plant for the demolition and recycling company Wohlfarth Baggerbetrieb.
Coloured asphalt surfaces in Baden-Baden meet the same quality requirements as black asphalt surfaces – thanks to machine technology from VÖGELE and HAMM.
Surface course rehabilitation: Compact milling machine is a class of its own
VORO, a milling contractor based in Kassel, Germany, brought the versatility of the W 100 CFi Wirtgen compact milling machine into play when rehabilitating the surface course of a federal highway.
At Eindhoven Airport, the Dutch construction company BAM Infra bv compacted the surface course of the 3 kilometre long and 45 metre wide runway using 25 rollers from HAMM.
Wirtgen Group presenting road and mineral technology solutions at bc India 2016
Wirtgen, Vögele, Hamm und Kleemann experts from the German brand headquarters as well as Wirtgen India also will be continually available to visitors to the Wirtgen Group stand number O.841 to provide competent advice and to answer questions about the product range, special applications and technologies as well as service.
2 in 1: Rock crushing and compaction with HAMM's VC compactors
For bauma 2016 in Munich, HAMM is bringing along its VC compactors, which are now ready for series production. These compactors with a vibration crusher drum carry out two tasks simultaneously and to the highest quality standards.
BENNINGHOVEN builds new main factory in Wittlich Wengerohr
BENNINGHOVEN is building a new main plant in Wittlich Wengerohr. The specialist for manufacturing asphalt mixing plants will move into the new production facility in Wittlich in early 2018.
Dual-layer paving is first choice: Wirtgen SP 1500 efficiently paves exposed aggregate concrete on four job sites
Swayed by the numerous economic and technical advantages, more and more planning engineers are opting for this technology when rehabilitating concrete highways.
Because of the dry desert winds, the work can only be carried out at night – and only for three to four months in the summer: the largest WIRTGEN slipform paver, the SP 1600, and the flexible SP 500 bring all their skills into play when paving concrete at the New Ulaanbaatar International Airport.
New SP 60 series from Wirtgen: Three multi-talents for concrete paving
When it comes to the precision and cost-efficient construction of concrete pavements and monolithic profiles, Wirtgen's slipform pavers are right for the job.
At bauma 2016, HAMM's latest tandem rollers in the DV+ series are setting new trends in the premium asphalt compaction class: The pivot-steered rollers.
Cutting the red ribbon, Managing Director Pok Sum Loong, YBhg Dato’ Sri Zohari Haji Akob, the Secretary General of the Ministry of Works of Malaysia, and Stefan Wirtgen officially opened the new subsidiary Wirtgen Malaysia.
EVO JET – combustion technology from the market leader
The burner is one of the most important components of any asphalt mixing plant. It is the prerequisite for optimum results for drying mineral and therefore for the quality of the mixture.
Wirtgen exhibits its complete new generation of small milling machines at bauma 2016
Right in time for bauma, the W 120 Ri small milling machine celebrates its world premiere. This rear-loader rounds out Wirtgen's new generation of small milling machines. The complete line now includes no fewer than 16 machines with milling widths from 350 to 1,300 mm.
Thanks to the mobile combination of plants from KLEEMANN, up to 600 tons of iron ore are processed per hour in the "Ridges Iron Ore Project" in the Kimberley region.
At London Heathrow Airport’s new Terminal 5, the most important condition for earthworks was that the binding agents be dust-free and worked into the foundation soil.
he new visual orientation symbolizes the strength of the corporate affiliation, which has developed over the course of many years, and stands, above all, for one thing: The brands' joint focus on the needs of customers.
SP 15i in Illinois: Continual construction of bridge parapets
A kilometer and a half of bridge parapets need to be constructed, just before the end of the construction season? No problem for the Sangamo Construction Company.
Quickly constructing one and a half kilometers of bridge parapets just before the end of the construction season? Quickly completed without stringlines using the SP 15i and AutoPilot.
Since early this year, machines supplied by the Wirtgen Group have been stabilizing the entire site. These include two Wirtgen tractor-towed soil stabilizers WS 250, a Hamm H 20i compactor and a Streumaster binding agent spreader SW 16 TC.
Solution and application expertise from a single source: Wirtgen Group machines stabilize the soil at the exhibition grounds of Germany’s 2019 national garden show.
Wirtgen Hamburg presents road and mineral technologies solutions at NordBau 2015
Once again, the Wirtgen Group sales and service company Wirtgen Hamburg will be presenting a representative cross-section of the Group's range of high-performance products at this year's trade show. Industry experts will get a chance to delve into the innovative solutions on offer in the Road and Mineral Technologies business sectors on the Group exhibition area (F-Nord-245, Kieler Strasse).
Wirtgen showcases new cold milling machine generation at NordBau 2015
Wirtgen GmbH, the specialist for milling machines, will be presenting two German premieres in Neumünster. The Small Milling Machine W 35 Ri and the Compact Milling Machine W 100 CFi are two highlights from the company's new cold milling machine generation – adding yet more innovative road rehabilitation solutions to Wirtgen's portfolio.
Wirtgen W 210i: A good grip on the TT Circuit Assen
It was a classical application for super-fine milling and GMS, a specialist in this domain, once again opted to use this established technology from market leader Wirtgen.
Wirtgen Group technologies take Brazil by storm – Ayrton Senna Highway rehabilitated with cold recycling
Structural repairs have been carried out on a 35-km section – the stretch between the 11 and 46 kilometre marks – which extends from São Paulo in an easterly direction.
United Kingdom: SP 25i slipform paver masters a very special job
In this respect, Wirtgen GmbH offers its customers appropriate solutions for every application, including such unconventional and unique jobs as the M6 project.
In 2001, conventional “drilling and blasting” was regarded as the most important extraction method in the West African country. Today, however, bauxite mining is carried out exclusively using Wirtgen’s surface miners, which are more cost-effective, safer, and more environmentally friendly.
By supplying the 3800 CR as a rear loader, Wirtgen offers an efficient and flexible solution for in-situ cold recycling. However as a front loader the 3800 CR also excels as a high-performance cold milling machine.
Marking a first in Italy: Wirtgen Cold Recycler and Soil Stabilizer WR 250 rehabilitating A4
The first WR 250 delivered to Italy was put to work on the A4 Turin-Trieste highway, one of the busiest roads in Europe, and it turned out to be exceptionally productive.
Flexible in Recycling with the MOBICAT MC 100 R EVO
To ensure fast arrival at work sites for recycling projects, Freimuth Abbruch und Recycling GmbH decided on the acquisition of a MOBICAT MC 100 R EVO from KLEEMANN.
By supplying the 3800 CR as a rear loader, Wirtgen not only offers an efficient and flexible solution for in-situ cold recycling: the 3800 CR also excels as a high-performance cold milling machine.
Clearing the way - Routing with Wirtgen Surface Miners to clear the way in rocky terrain
Wirtgen surface miners can do far more than just mine minerals. During the construction of the Chisholm Trail Parkway, they reliably chewed their way through hard rock.
Precision in concrete paving with the WIRTGEN slipform pavers SP 1500 and SP 1500 L
For the expansion of the A9 highway, a construction company relied on the high bearing capacity of concrete slabs and the perfect evenness and grip of the road surface.
Over the course of two summers, an artificial reservoir was constructed in the Ötztal Alps. The 3520 HT compactor made a decisive contribution here to the successful construction of a lake basin.
In-place cold recycling of bituminous materials was carried out during a project in Illinois. For this purpose, the contractor selected the 2200 CR recycler with a working width of 3.80 m.
The taxiways, runways, apron, and the south runway at the airport cover a total of 1.5 million square meters. Paving was carried out by Wirtgen slipform pavers.
Hamm AG’s facility expansion project was a massive undertaking. The company needed to prepare an area measuring 150,000 m² and move 350,000 m³ of earth.
Autostrada A1 – Europe's largest construction project
To build the A1 motorway in Poland as efficiently as possible, machines from the Wirtgen Group were almost the only equipment used during paving and compaction, including several HAMM compactors and tandem rollers.
Three Wirtgen surface miners are currently being operated by Mineração Paragominas in the Pará region, replacing the previously used, conventional mining method.
Recycling in the megacity environmental protection in São Paulo
Recycling in the megacity environmental protection in São Paulo: The Avenida Sapopemba is the busiest road in São Paulo and one of the country’s main traffic routes. It has now been rehabilitated, making economical use of resources. In operation: the KMA 220.
The blessing of the Caribeean – Dominican Republic
20 Wirtgen Group machines are constructing the new roadways for the extension of the 70 km long section of the “Autopista Del Coral” in the Dominican Republic.
Tight corners, high-speed straights, and a section that twists through a luxury hotel. Wirtgen Group machines were in pole position at the Yas Marina Circuit.
The 2 km long runway at Tromsø Airport (Norway) was rehabilitated at night because the airport had to remain in operation during the short Arctic summer.
The Xibao Expressway is one of the most important highways in China. Every day it has to endure 30% heavy-duty vehicle traffic. It was rehabilitated via in-plant cold recycling.
1.6 million tons of asphalt for Europe´s largest construction project
Because heavy goods traffic is set to grow to enormous proportions, the A1 highway needed a road surface designed to withstand heavy loads. A 20 cm thick gravel layer serves as frost protection.
The A1 highway in Poland received a particularly robust road bed. The first step was creating a stabilized sub-base 50 cm thick that that was compacted with padfoot drums.
The world’s best drivers battled for the championship title at the Race of Champions in Wembley. Wirtgen Group machines paved the racetrack with asphalt surfacing.
When the courtyard in front of the Church of the Assumption was redesigned, oscillation from Hamm proved to be the only compaction technology that could be used.
The road on Mount Lee exhibited craze cracks, also known as “alligator cracks.” The city of Los Angeles opted to use cold recycling for the rehabilitation.
Six slipform pavers rebuild Europe’s largest construction site
The Inn Canal was Europe’s largest construction site in the 1920s. During rehabilitation of the canal, state-of-the-art slipforming technology was used.